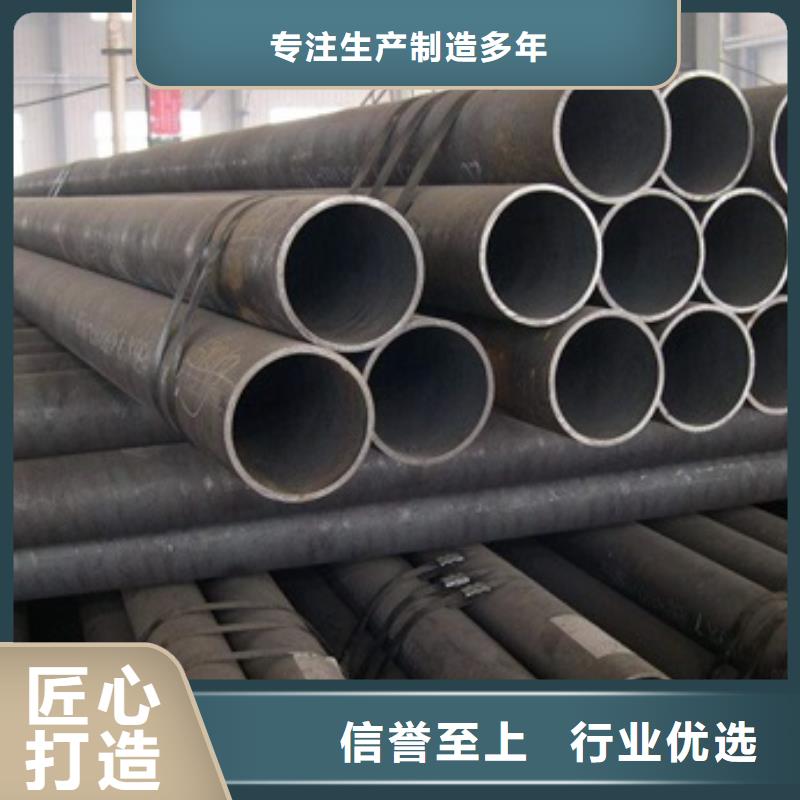
艾斯特钢材有限公司是 双清无缝钢管、行业中的前排企业,品种主要有: 双清无缝钢管、。“重质量,讲信誉,奉顾客为上帝”是我们的企业宗旨;“贴心服务,创造高质量的办公环境”是我们的永恒追求!本公司始终坚持以人为本,科技创新的主导思想,不断引进技术人才和管理人才,以质取胜,以诚取信,依靠精良的技术力量,科学的管理模式,完善的服务体系,欢迎各界朋友莅临参观、指导和业务洽谈。
技术支持:k797.com
首页
交谈


 扫一扫
扫一扫
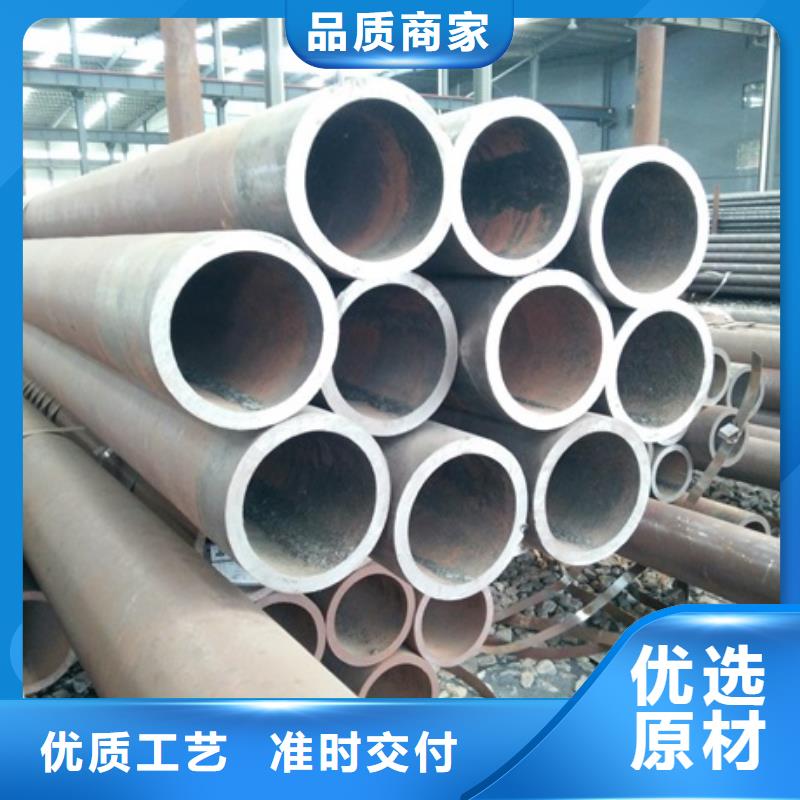
无缝管-无缝钢管选择我们选择放心")


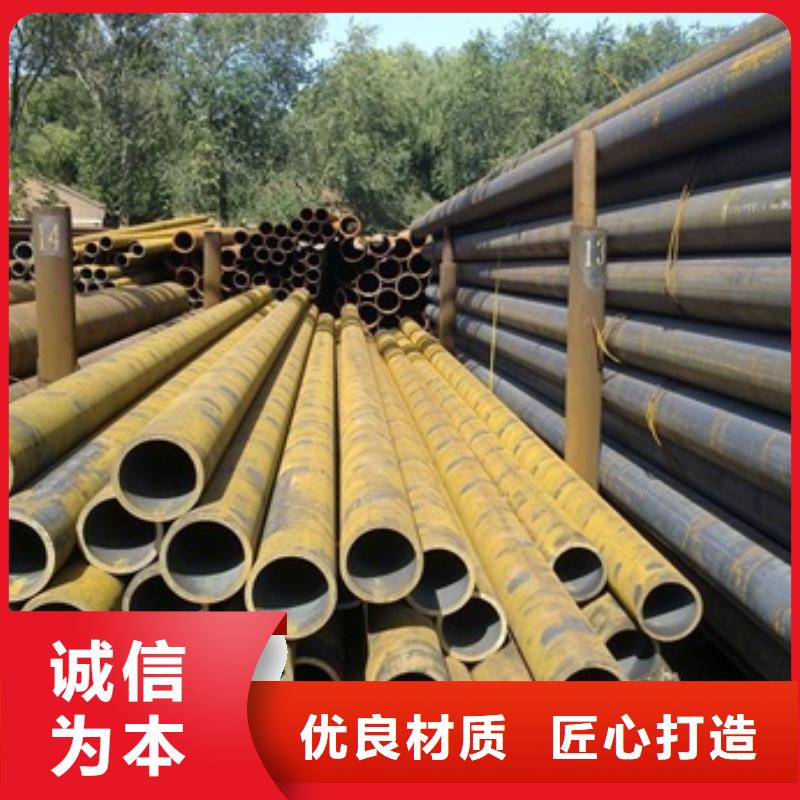
无缝管-无缝钢管选择我们选择放心")
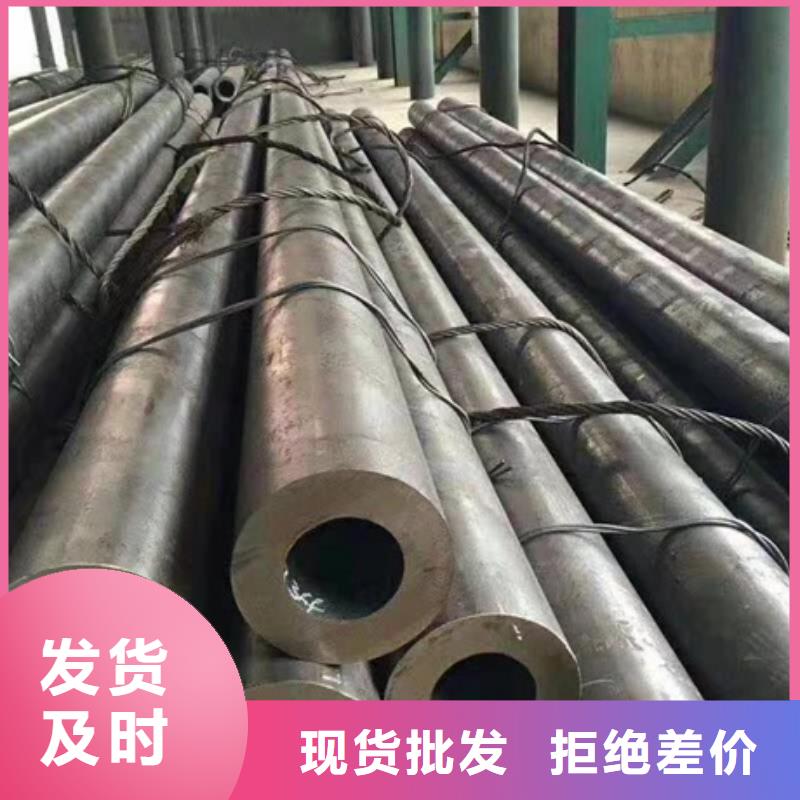
无缝管-无缝钢管选择我们选择放心")
无缝管-无缝钢管选择我们选择放心")
无缝管-无缝钢管选择我们选择放心")
无缝管-无缝钢管选择我们选择放心")